




2011年04月19日
電動USPウエイト組込作業


本日の作業はマルイ製の電動ハンドガンUSPへのウエイト組込作業です。当店にて外部バッテリー用にカスタム作業(配線変更&内部カスタム)を行いましたがその結果、純正バッテリースペースがすっぽりと空いてしまい、重量も軽くなってしまう為、オーナー様からのご希望でウエイトを仕込みます。ただでさえ重量が軽い電動ハンドガンシリーズですのでバッテリーまで取ってしまうと「これってコッキングハンドガン?」と勘違してしまう程の軽さになってしまいます。

収納スペースは小型の7.2Vマイクロバッテリーがギリギリ入るスペースですのでそれ程、余裕はありません。極力省スペース且つ重量のあるウエイトを仕込みたいのですが、なかなか最適な物が見つかりませんでしたので、今回はホイール(実車)のバランス取り用のウエイトを使いました。価格も安く材質は鉛なので重量もあり、今回の作業には最適です。

そのままだと大きすぎて入りません、かといって寸法を小さくすると重量も軽くなってしまうので、「積層」風に張り合わせてから削り、丁度良い大きさに加工しました。


加工後の写真です。う~ん、こういう「塊感」、個人的には大好きです(笑)


出来上がったウエイトの重量を測ってみると「95.3g」と上出来です。純正バッテリーの重量が「62.7g」なので30g以上重くなりました。重量バランス的にも良好で、メカBOX&モーター等が配置されている関係で後ろ寄りだった重心がだいぶ、前寄りに補正されます。前方部分が重くなる事でパッと構えた時にフロントサイトがフラつかず、安定感が向上した様な気がするとかしないとか…。

今後、取り外す事も考えて強力な両面テープで固定しました。電動コンパクトガンシリーズ全般に当てはまる事ですが、とにかく純正バッテリーの性能が低く(電圧・容量・セルの寿命等)トリガーを引いてからのレスポンスの悪さは「これってスイッチが壊れてる?」と思う程です。外部バッテリー仕様にする事でレスポンスの大幅な向上が可能になり、またバッテリー側に余裕が生まれますのでその分、内部カスタムの幅も拡がります。電動コンパクトガンシリーズをお持ちでトリガーを引いてからBB弾が発射されるまでの「タイムラグ」が気になっている方にはオススメの方法です。


Posted by bemax at
21:49
│工房ダイアリー@ミリブロ
2011年02月10日
SL9 削り出しサイレンサーアダプター製作
 今回は内部カスタム作業のご依頼でお預かりしました「SL9」のオリジナルアウターバレル製作です。内部カスタムと同時に「サイレンサーも取り付けたい」というご要望でしたのでアルミ削り出しで製作しました。
今回は内部カスタム作業のご依頼でお預かりしました「SL9」のオリジナルアウターバレル製作です。内部カスタムと同時に「サイレンサーも取り付けたい」というご要望でしたのでアルミ削り出しで製作しました。
 今回は内部カスタム作業のご依頼でお預かりしました「SL9」のオリジナルアウターバレル製作です。内部カスタムと同時に「サイレンサーも取り付けたい」というご要望でしたのでアルミ削り出しで製作しました。
今回は内部カスタム作業のご依頼でお預かりしました「SL9」のオリジナルアウターバレル製作です。内部カスタムと同時に「サイレンサーも取り付けたい」というご要望でしたのでアルミ削り出しで製作しました。

 純正の場合、サイレンサー取り付け用の14mmネジが無い為、そもそも何も取り付け出来ません。14mm逆ネジ(正ネジ、逆ネジどちらでも製作出来ます)仕様のアウターバレル製作となります。更に今回はお客様からの「ハンドガード前からサイレンサーを取り付け出来るようにしたい」というご依頼でしたのでショートピースアウターとなりました。
純正の場合、サイレンサー取り付け用の14mmネジが無い為、そもそも何も取り付け出来ません。14mm逆ネジ(正ネジ、逆ネジどちらでも製作出来ます)仕様のアウターバレル製作となります。更に今回はお客様からの「ハンドガード前からサイレンサーを取り付け出来るようにしたい」というご依頼でしたのでショートピースアウターとなりました。今回のようなパーツの場合、サイレンサーアタッチメントであると同時にアウターバレルも兼ねています。つまり「インナーバレルの保持」という大事な役目もありますので内径の寸法精度にはかなり拘ります。さすがにインナーバレルの外径と全く同寸(8.5mm)だと入りませんので、0.1~0.2mm程のクリアランスを設けてあります。
と言ってもほぼ同寸ですのでインナーバレルを差し込んでいく時の感触は若干の抵抗感がありながらも「ヌルヌル~」と入っていきます(笑)
突き出たインナーバレルを触っても、全くガタが無いのが理想です。
このような寸法精度に関しては、メーカー純正品では様々な制約がある為、(コスト高になるので削り出しパーツが採用出来ない、寸法公差を大きく取らないと歩留まりが悪い、等…)なかなか実現するのは難しい部分ですね。
 取り付けると、このような感じになります。アウターバレルを短くした事でハンドガード前からサイレンサーが取り付け出来るようになります。
取り付けると、このような感じになります。アウターバレルを短くした事でハンドガード前からサイレンサーが取り付け出来るようになります。当店ではこの様なワンオフでのパーツ製作も承っております。専門の加工屋さんでの製作になりますので、少々価格は高くなりますが寸法精度は抜群です。世界に一つだけの自分専用のパーツをご希望の場合はお気軽にお問い合わせ下さい。
(ken)
※当店ホームページの工房ダイアリーでは拡大写真もごらんいただけます
Posted by bemax at
20:56
│工房ダイアリー@ミリブロ
2010年09月22日
アレス製 AMP-DSR-1 カスタム作業
 本日の作業は最近、お持込での作業依頼が増えている「アレス製AMP DSR1」です。既にお持ちの方であればご存知かと思いますが、この機種はそのままの状態ですと笑ってしまう程の低初速です。国内規制に合わせる為、故意にパワーダウンさせてありますがそれにしても0.2gで初速40m/s~50m/sというのはチョット低すぎですね…。
本日の作業は最近、お持込での作業依頼が増えている「アレス製AMP DSR1」です。既にお持ちの方であればご存知かと思いますが、この機種はそのままの状態ですと笑ってしまう程の低初速です。国内規制に合わせる為、故意にパワーダウンさせてありますがそれにしても0.2gで初速40m/s~50m/sというのはチョット低すぎですね…。 過去に当店で作業したDSRの場合、国内規制に合わせる為のデチューンは2種類ありました。一つはハンマーSPが弱い物に組みかえられているパターン、もう一つがマガジン側でガスルートが絞られているパターンです。今回のDSRの場合、後者となります。具体的にはマガジンのガス放出口の穴径を小さくし、ガス流量を抑えているようです。
過去に当店で作業したDSRの場合、国内規制に合わせる為のデチューンは2種類ありました。一つはハンマーSPが弱い物に組みかえられているパターン、もう一つがマガジン側でガスルートが絞られているパターンです。今回のDSRの場合、後者となります。具体的にはマガジンのガス放出口の穴径を小さくし、ガス流量を抑えているようです。
 まずは放出口の穴径を拡大加工する為にマガジンを分解しますが、一般的なバルブレンチでは分解出来ない形状の為、当店では専用工具を製作し作業しています。DSRの場合はまずはこの専用工具が無いと何も出来ません…。
まずは放出口の穴径を拡大加工する為にマガジンを分解しますが、一般的なバルブレンチでは分解出来ない形状の為、当店では専用工具を製作し作業しています。DSRの場合はまずはこの専用工具が無いと何も出来ません…。 海外製品の為、箱出し新品状態でガス漏れを起こしている個体も結構な確率で存在しますが、放出バルブのガスシール用Oリングが外れていてガス漏れを起こしている場合もあります。
海外製品の為、箱出し新品状態でガス漏れを起こしている個体も結構な確率で存在しますが、放出バルブのガスシール用Oリングが外れていてガス漏れを起こしている場合もあります。 マガジンの構成部品です。こうやって見ると意外と部品点数多いですね。尚、アウターケース等のプレスパーツはエッジがかなり鋭く、油断してると手を「スパッ」と切ってしまいますのでご自分で分解される場合はくれぐれもご注意下さい。
マガジンの構成部品です。こうやって見ると意外と部品点数多いですね。尚、アウターケース等のプレスパーツはエッジがかなり鋭く、油断してると手を「スパッ」と切ってしまいますのでご自分で分解される場合はくれぐれもご注意下さい。

 DSRのガス漏れで最も多い原因がこのバックプレートからのガス漏れです。今回のマガジンもこの部分から、かすかに「シュ~~」と漏れていましたのでガス漏れに効果抜群の超ウルトラスペシャルハイパーミラクル高級グリス(笑)をパッキン周辺に塗布して組上げます。ふざけたネーミング(勿論、私が今さっき勝手に考えた名前ですが)とは裏腹にこのグリス、ガス漏れに対してはメチャクチャ効きます。液体ガスケット等も色々と試しましたが結局、このグリスが一番有効でした。唯一の難点と言えば価格ですね。最初見た時に「ゼロがひとつ多いんじゃないの?」と思った程です。ちなみにこのサイズ(100g)で¥30.000程します…。
DSRのガス漏れで最も多い原因がこのバックプレートからのガス漏れです。今回のマガジンもこの部分から、かすかに「シュ~~」と漏れていましたのでガス漏れに効果抜群の超ウルトラスペシャルハイパーミラクル高級グリス(笑)をパッキン周辺に塗布して組上げます。ふざけたネーミング(勿論、私が今さっき勝手に考えた名前ですが)とは裏腹にこのグリス、ガス漏れに対してはメチャクチャ効きます。液体ガスケット等も色々と試しましたが結局、このグリスが一番有効でした。唯一の難点と言えば価格ですね。最初見た時に「ゼロがひとつ多いんじゃないの?」と思った程です。ちなみにこのサイズ(100g)で¥30.000程します…。

 ガス放出口の内径を拡大した後、内面&外面をポリッシュ加工します。ポリッシュ加工に関しては効果の程は正直???な感じですが、まぁ気分的なものです(笑)純正品と比べると一目瞭然ですね。穴径は相手側(ボルト側)との兼ね合いもありますのでこの位の径がベストです。闇雲に大きくすると肉厚が無くなり強度も落ちます。
ガス放出口の内径を拡大した後、内面&外面をポリッシュ加工します。ポリッシュ加工に関しては効果の程は正直???な感じですが、まぁ気分的なものです(笑)純正品と比べると一目瞭然ですね。穴径は相手側(ボルト側)との兼ね合いもありますのでこの位の径がベストです。闇雲に大きくすると肉厚が無くなり強度も落ちます。
 DSRの特徴としてインナーバレル、チャンバーパッキンは電動ガン用と共通ですので、この辺りは様々なカスタムパーツが使えるので助かります。純正状態で組み込まれているチャンバーパッキンですが、アレス製の電動ガンでお馴染みのシリコンゴム製のパッキンです。
DSRの特徴としてインナーバレル、チャンバーパッキンは電動ガン用と共通ですので、この辺りは様々なカスタムパーツが使えるので助かります。純正状態で組み込まれているチャンバーパッキンですが、アレス製の電動ガンでお馴染みのシリコンゴム製のパッキンです。当店ではシリコンゴム製のチャンバーパッキンは無条件で交換しています。
もちろんメリット(HOPの掛かりが良い等)もあるのですが、デメリット(軟らかい為、切れやすい・シリコンオイルを吸って膨張しやすい)の方が多いのが実情です。
以上の作業を行う事で(個体差もありますが)初速は約85m/s前後まで向上します。
DSRをお持ちの方でお困りの場合はお気軽にお問い合わせ下さい。
(ken)
Posted by bemax at
20:09
│工房ダイアリー@ミリブロ
2010年08月01日
本日の充電風景
 最近は当店にてFMC本体(フルメタルコンプリート)と一緒にLIPOバッテリーも同時購入されるお客様が増えております。当然ですが納品前の各種実射テストにはお客様が使われるバッテリーと同じタイプのバッテリーを使いますので私達の作業場の充電環境も昔に比べると随分と様変わりしました。充電器の筐体は日々、小型・高性能化していますがLIPOの場合、バランス充電用の端子がありますのでどうしても配線はゴチャゴチャしてきます(泣)
最近は当店にてFMC本体(フルメタルコンプリート)と一緒にLIPOバッテリーも同時購入されるお客様が増えております。当然ですが納品前の各種実射テストにはお客様が使われるバッテリーと同じタイプのバッテリーを使いますので私達の作業場の充電環境も昔に比べると随分と様変わりしました。充電器の筐体は日々、小型・高性能化していますがLIPOの場合、バランス充電用の端子がありますのでどうしても配線はゴチャゴチャしてきます(泣)こればかりはニッカド&ニッケル水素とは比べ物にならない位の高性能&長寿命を実現しているので割り切るしかないですね。まあ、これからは電動ガン業界も確実にLIPOの時代へ移行していく(リフェの時代は…、微妙ですね)と思いますのでそろそろ作業場の充電環境も一新しようと考えています。(LRPの安定化電源のファンが回りっぱなしなので近々逝くような予感もしますし…)最近は安定化電源内蔵型でもかなり小型になってきていますので理想としては
・ 100Vから電源が取れるタイプで極力コンパクト(安定化内蔵)
・ 各種データーが見れる(最低でも各セルの電圧・容量・時間)
・ 変換ボードは邪魔なので2セル~3セル位までのJST-XHバランスポート(最近の主流はJST-XHなので)が充電器側にそれぞれ内蔵されている
・ この先のバッテリー性能向上を考えると充電電流は最大で5Aは欲しい。
・ 任意の電圧で充電が終了する電圧カット機能付き(これがなかなか無いんですよね~)
なんて事を考えていますが多分、全てを満たすのは難しいかな~と半分は諦めてます(笑)LIPOバッテリーを電動ガンに使用する際の注意点(主にカットオフ回路を介さずにLIPOバッテリーを使う事)に関しては、一度しっかりと説明したいと思いますので今暫くお待ち下さい。但し以前の「電動ガンバッテリーのおはなし」同様にかなり長文になる事が予想されますので覚悟して下さい(笑)
(ken)
Posted by bemax at
18:04
│工房ダイアリー@ミリブロ
2010年07月15日
~ベアリング軸受けについて~
 本日は海外製電動ガンに標準で組み込まれているベアリング軸受けに関してのお話です。以前、工房ダイアリーの「G&P製SR-16URXカスタム作業」でもベアリング軸受け破損に触れましたが、今回は破損寸前の大変貴重(笑)なベアリング軸受けを入手しました。
本日は海外製電動ガンに標準で組み込まれているベアリング軸受けに関してのお話です。以前、工房ダイアリーの「G&P製SR-16URXカスタム作業」でもベアリング軸受け破損に触れましたが、今回は破損寸前の大変貴重(笑)なベアリング軸受けを入手しました。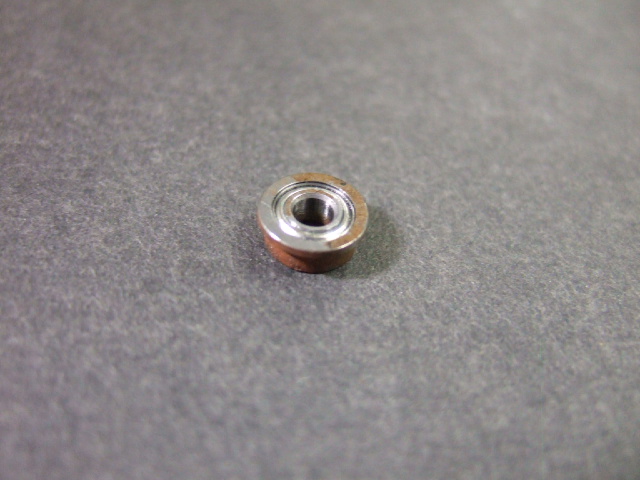 お客様からのお持込でカスタム作業を行っていた海外製の電動ガンに組み込まれていたベアリング軸受けですが、メカBOXに組み込まれている状態でも錆びが確認出来ましたので「これは完全に交換だな~」と思い、メカBOXから取り外してみると予想以上にビッシリと錆びています…。使用環境的にはそれ程、錆が発生しやすい環境ではありませんので(というよりも、通常ではまず錆びないと思いますが)ここまで見事に錆びていると、なんだか違う意味で「あっぱれ!」という気分になりますね。
お客様からのお持込でカスタム作業を行っていた海外製の電動ガンに組み込まれていたベアリング軸受けですが、メカBOXに組み込まれている状態でも錆びが確認出来ましたので「これは完全に交換だな~」と思い、メカBOXから取り外してみると予想以上にビッシリと錆びています…。使用環境的にはそれ程、錆が発生しやすい環境ではありませんので(というよりも、通常ではまず錆びないと思いますが)ここまで見事に錆びていると、なんだか違う意味で「あっぱれ!」という気分になりますね。更に良く観察してみるとインナーレースとアウターレースだけが錆びていますので、使用している材料の品質の問題なのかな、と考えています。
試しに触診で回転させ点検してみると「ゴリッ、ゴリッ」という段付きのある回転感で「ベアリング軸受け」としては完全に終わっています。
触診で回転させ状態を判断する目安としては(あくまでも当店の独断と偏見と過去の経験からの判断方法ですが)
「ヌメヌメ~」;新品状態は生産ラインで充填されたグリス(比較的、高粘度)が充分に残っています。触診で回転させると一見、重い作動感ですが、実際に負荷が掛かった時の事を考えると、この状態がベストです。
「スルスル~」;内部のグリスがある程度減ってきて程良く、回転が軽くなってきた状態。電動ガンに於いてはまだまだ使えます。
「コリコリッ」;グリスもかなり減ってきて、内部のボールも傷んできている(もしくは異物の進入)ので、そろそろ交換。但し、場合によってはベアリングオイルの注油で復活出来る場合もあり。
「ゴリッゴリッ」;完全にグリスが切れてしまい、内部のボールもガタガタ。いつロックしてもおかしくない状態。完全に要交換。
というように判断しています。
ベアリング軸受けの場合、グリス切れ→ロック→破損→ギア全交換、という非常にやっかいな事態になりますので、当店ではお客様の予算が許すのであれば極力、交換をオススメしています。
 今回は一例として某ス*―製の電動ガンを取り上げましたが、某*ター製に限らず海外製電動ガンに組み込まれているベアリング軸受けの品質は???な事が多いので要注意ですね。
今回は一例として某ス*―製の電動ガンを取り上げましたが、某*ター製に限らず海外製電動ガンに組み込まれているベアリング軸受けの品質は???な事が多いので要注意ですね。(ken)
Posted by bemax at
14:05
│工房ダイアリー@ミリブロ
2010年07月14日
M4マグプルTYPEグリップのノイズ低減加工
当ブログでは過去に当店HPで紹介した記事も織り交ぜてご紹介していきたいと思います
当店HP常連の方にとっては「以前見たよ」と思われる内容も出てくるでしょうが、
ミリブロはミリブロで運営して参りますので何卒よろしくお願いいたします
 本日はM4用のグリップ加工のお話を少々。最近人気の高い所謂マグプルTYPEのグリップですが、このタイプのグリップは(本家も含めて…)装着すると、非常に高い確率でギアノイズの増大&モーターの異常発熱&燃費の悪化&レスポンス低下、という「悪の4点セット」が発生します(笑)酷い場合はグリップを交換しただけで、今まで切れなかったヒューズが切れる時もあります。
本日はM4用のグリップ加工のお話を少々。最近人気の高い所謂マグプルTYPEのグリップですが、このタイプのグリップは(本家も含めて…)装着すると、非常に高い確率でギアノイズの増大&モーターの異常発熱&燃費の悪化&レスポンス低下、という「悪の4点セット」が発生します(笑)酷い場合はグリップを交換しただけで、今まで切れなかったヒューズが切れる時もあります。
原因としては、グリップエンド内側のモーターエンドベル支持部の形状に問題があり、モーターがグリップ内で斜めにセット(というよりもほぼ固定)されてしまい、その結果、ピニオンギア&ベベルギアの噛み合う角度がズレてしまうのが理由のようです。
 更にピニオンギア&ベベルギア間のバックラッシュ調整用スクリューがエンドベル全体を押し上げる方式の為、更に拍車を掛けています。この方式自体は決して間違った方式ではありませんが、今回の様にモーターがグリップ内で斜めに固定されている場合、当然ですがエンドベルも斜めになっています。そのエンドベルをそのままの角度で押し上げる事になるので、いくら調整しても正しいバックラッシュにはなりませんし、正しい角度に戻る事もありません。
更にピニオンギア&ベベルギア間のバックラッシュ調整用スクリューがエンドベル全体を押し上げる方式の為、更に拍車を掛けています。この方式自体は決して間違った方式ではありませんが、今回の様にモーターがグリップ内で斜めに固定されている場合、当然ですがエンドベルも斜めになっています。そのエンドベルをそのままの角度で押し上げる事になるので、いくら調整しても正しいバックラッシュにはなりませんし、正しい角度に戻る事もありません。
 まずは調整用スクリューをエンドベル全体を押すタイプではなく、ローターシャフトをダイレクトに押す方式へ加工します。
まずは調整用スクリューをエンドベル全体を押すタイプではなく、ローターシャフトをダイレクトに押す方式へ加工します。
4mmベアリングでローターシャフトのみを押し上げますので精度の高いバックラッシュ調整が可能になります。そもそも電動ガンのバックラッシュ調整とは、ローターシャフトに圧入されているピニオンギアを上下させ、ベベルギアとのクリアランス(バックラッシュ)を最適な位置に調整しましょう、というのが目的ですので、本来はピニオンギアのみ上下させる事(ベベルギアは完全固定で)が理想です。ですが、その為には毎回分解しなければなりませんし、コンマ数ミリ単位でピニオンギアの圧入の深さを変える必要があります。それだとあまりにも、作業性が悪い(生産ラインでの最終調整の際等)ので少々精度は落ちるが、外部からモーター自体を動かしてピニオンギアを上下させましょう、というのが電動ガンのバックラッシュ調整だと私は勝手に思ってます(笑)
もちろん、この方法でもピニオンギアの位置調整は可能ですが、重要な点はピニオンギアはローターシャフトに圧入で固定されているのでガタは存在しませんが、ローターシャフトとモーターケースの間にはガタがあります。試しにお持ちのモーターのピニオンギアを持って引っ張ってもらえればわかりますが、上下にカタカタと動くはずです。(もし、全く動かない場合は、それはそれで問題アリなんですが…)これはローターをスムーズに回転させる為に必要なクリアランスですが、「ピニオンギアの位置調整」という観点からは邪魔なガタです。
この部分のガタを一切排除してピニオンギア位置の調整を可能にするのがシャフトをダイレクトに押す今回の方式です。エンドベルを押す方式ですと、あくまでも押しているのはエンドベル(=モーターケース)ですので、いくら調整してもローターシャフト&ケース間のガタは無くなりません。つまり、ベストな位置に調整しても常にこのガタ分は上下に動いてしまっている事になります。シャフトをダイレクトに押す方式ですと、モーターケースとのガタは一切関係無くなりますのでピニオンギアの位置決めが正確になります。(=ギアノイズの低減)
 次に、グリップエンド側を加工します。本来は中心の丸い部分内(金色の真鍮パーツ)にエンドベルの丸いお尻(笑)が、すっぽりと収まるんですが寸法が小さい為、お尻が入りません。
次に、グリップエンド側を加工します。本来は中心の丸い部分内(金色の真鍮パーツ)にエンドベルの丸いお尻(笑)が、すっぽりと収まるんですが寸法が小さい為、お尻が入りません。
この中にお尻がキレイに入らないとグリップ内でのモーターの角度がズレてしまいますので内径を拡大し正しい角度に修正します。かと言って大きくし過ぎると、今度はフリーに動き過ぎてしまい、別の問題が発生しますのでほんの少しずつ様子を見ながらの作業となります。
イマイチ、表現が難しいのですが、位置決めはしたいけど、ガッチリ固定はイヤ!でもユルユルはもっとイヤ!っという感じでしょうか…(笑)う~ん、電動ガンって気難しいですね…。
全てのグリップに当てはまるかは不明ですが過去に当店で作業したグリップに関しては上記の加工を行う事で、別モノのような性能に生まれ変わっています。マグプルTYPEのグリップでお困りの方はお気軽にお問い合わせ下さい。
当店HP常連の方にとっては「以前見たよ」と思われる内容も出てくるでしょうが、
ミリブロはミリブロで運営して参りますので何卒よろしくお願いいたします
 本日はM4用のグリップ加工のお話を少々。最近人気の高い所謂マグプルTYPEのグリップですが、このタイプのグリップは(本家も含めて…)装着すると、非常に高い確率でギアノイズの増大&モーターの異常発熱&燃費の悪化&レスポンス低下、という「悪の4点セット」が発生します(笑)酷い場合はグリップを交換しただけで、今まで切れなかったヒューズが切れる時もあります。
本日はM4用のグリップ加工のお話を少々。最近人気の高い所謂マグプルTYPEのグリップですが、このタイプのグリップは(本家も含めて…)装着すると、非常に高い確率でギアノイズの増大&モーターの異常発熱&燃費の悪化&レスポンス低下、という「悪の4点セット」が発生します(笑)酷い場合はグリップを交換しただけで、今まで切れなかったヒューズが切れる時もあります。原因としては、グリップエンド内側のモーターエンドベル支持部の形状に問題があり、モーターがグリップ内で斜めにセット(というよりもほぼ固定)されてしまい、その結果、ピニオンギア&ベベルギアの噛み合う角度がズレてしまうのが理由のようです。
 更にピニオンギア&ベベルギア間のバックラッシュ調整用スクリューがエンドベル全体を押し上げる方式の為、更に拍車を掛けています。この方式自体は決して間違った方式ではありませんが、今回の様にモーターがグリップ内で斜めに固定されている場合、当然ですがエンドベルも斜めになっています。そのエンドベルをそのままの角度で押し上げる事になるので、いくら調整しても正しいバックラッシュにはなりませんし、正しい角度に戻る事もありません。
更にピニオンギア&ベベルギア間のバックラッシュ調整用スクリューがエンドベル全体を押し上げる方式の為、更に拍車を掛けています。この方式自体は決して間違った方式ではありませんが、今回の様にモーターがグリップ内で斜めに固定されている場合、当然ですがエンドベルも斜めになっています。そのエンドベルをそのままの角度で押し上げる事になるので、いくら調整しても正しいバックラッシュにはなりませんし、正しい角度に戻る事もありません。 まずは調整用スクリューをエンドベル全体を押すタイプではなく、ローターシャフトをダイレクトに押す方式へ加工します。
まずは調整用スクリューをエンドベル全体を押すタイプではなく、ローターシャフトをダイレクトに押す方式へ加工します。4mmベアリングでローターシャフトのみを押し上げますので精度の高いバックラッシュ調整が可能になります。そもそも電動ガンのバックラッシュ調整とは、ローターシャフトに圧入されているピニオンギアを上下させ、ベベルギアとのクリアランス(バックラッシュ)を最適な位置に調整しましょう、というのが目的ですので、本来はピニオンギアのみ上下させる事(ベベルギアは完全固定で)が理想です。ですが、その為には毎回分解しなければなりませんし、コンマ数ミリ単位でピニオンギアの圧入の深さを変える必要があります。それだとあまりにも、作業性が悪い(生産ラインでの最終調整の際等)ので少々精度は落ちるが、外部からモーター自体を動かしてピニオンギアを上下させましょう、というのが電動ガンのバックラッシュ調整だと私は勝手に思ってます(笑)
もちろん、この方法でもピニオンギアの位置調整は可能ですが、重要な点はピニオンギアはローターシャフトに圧入で固定されているのでガタは存在しませんが、ローターシャフトとモーターケースの間にはガタがあります。試しにお持ちのモーターのピニオンギアを持って引っ張ってもらえればわかりますが、上下にカタカタと動くはずです。(もし、全く動かない場合は、それはそれで問題アリなんですが…)これはローターをスムーズに回転させる為に必要なクリアランスですが、「ピニオンギアの位置調整」という観点からは邪魔なガタです。
この部分のガタを一切排除してピニオンギア位置の調整を可能にするのがシャフトをダイレクトに押す今回の方式です。エンドベルを押す方式ですと、あくまでも押しているのはエンドベル(=モーターケース)ですので、いくら調整してもローターシャフト&ケース間のガタは無くなりません。つまり、ベストな位置に調整しても常にこのガタ分は上下に動いてしまっている事になります。シャフトをダイレクトに押す方式ですと、モーターケースとのガタは一切関係無くなりますのでピニオンギアの位置決めが正確になります。(=ギアノイズの低減)
 次に、グリップエンド側を加工します。本来は中心の丸い部分内(金色の真鍮パーツ)にエンドベルの丸いお尻(笑)が、すっぽりと収まるんですが寸法が小さい為、お尻が入りません。
次に、グリップエンド側を加工します。本来は中心の丸い部分内(金色の真鍮パーツ)にエンドベルの丸いお尻(笑)が、すっぽりと収まるんですが寸法が小さい為、お尻が入りません。この中にお尻がキレイに入らないとグリップ内でのモーターの角度がズレてしまいますので内径を拡大し正しい角度に修正します。かと言って大きくし過ぎると、今度はフリーに動き過ぎてしまい、別の問題が発生しますのでほんの少しずつ様子を見ながらの作業となります。
イマイチ、表現が難しいのですが、位置決めはしたいけど、ガッチリ固定はイヤ!でもユルユルはもっとイヤ!っという感じでしょうか…(笑)う~ん、電動ガンって気難しいですね…。
全てのグリップに当てはまるかは不明ですが過去に当店で作業したグリップに関しては上記の加工を行う事で、別モノのような性能に生まれ変わっています。マグプルTYPEのグリップでお困りの方はお気軽にお問い合わせ下さい。
(ken)
Posted by bemax at
20:18
│工房ダイアリー@ミリブロ